
下置式蜗轮减速机的装配工艺
摘要: 在机械产品装配中, 减速机的装配工艺有一定的典型性。蜗轮减速机的装配工艺包括: 机体的装配工艺; 蜗轮组件的装配; 蜗杆组件的装配; 机体总装配; 研齿; 试车; 装联轴器; 油漆等工作。实际应用说明本文介绍的方法能显著提高装配的精度和效率。
众所周知, 机械产品是由许多零件组合而成。装配是机械制造当中的最后一道工序, 也是产品的最终完成阶段。装配工作做得好坏对产品的质量起者决定性的作用。按照规定的技术要求, 将合格的零件结合成组件和部件或将若干零件、组件和部件连接固定成为机器的过程就称为装配。凡是装配完成的机器, 必须满足规定的装配精度。产品的装配精度一般包括零件、部件之间的距离精度、相互位置精度、配合精度、运动精度、接触精度等。同时对特殊要求的零件还要做平衡试验、密封试验等。
为了达到一定的装配精度, 通过尺寸链分析, 由于封闭环的公差等于组成环公差之和, 装配精度取决于零件的制造公差, 但零件的制造精度过高, 生产成本将提高。为正确处理装配精度与零件制造精度两者的关系, 形成了以下不同的装配方法: 装配精度完全取决于零件制造精度的装配方法称为完全互换法; 装配精度不完全取决于零件制造精度的装配方法称为选配法、修配法和调法。在装配过程中, 依照产品的特点和技术要求以及现有的条件规定用什么方法保证装配质量的前提下, 必须同时满足高生产率和经济的要求。为了达到这个要求就必须制订合理的装配工艺。
1.蜗轮减速机装配的技术要求
(1) 保证蜗杆轴线与蜗轮轴线相互垂直。
(2) 蜗杆轴心线应在蜗轮轮齿的对称平面内。
(3) 要具有正确的啮合中心距。
(4) 要有适当的啮合侧隙和正确的啮合接触面。
(5) 对于不同用途的蜗杆传动机构有不同的技术要求。用于分度机构中的蜗杆传动应尽量减少传动副在运动的空行程角度; 用于传递动力的蜗杆传动机构则应以提高其接触精度为主, 使之增加耐磨性和承载能力和传递较大的转矩。
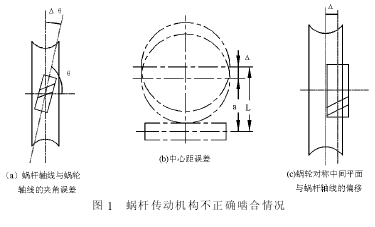
装配蜗杆传动过程中, 可能产生三种误差: 蜗杆轴线与蜗轮轴线的角度误差, 如图 1(a) 所示; 中心距误差, 如图 1(b) 所示; 蜗轮对称中间平面与蜗杆轴线的偏移, 如图 1(c) 所示。
2.下置式蜗轮减速机的装配前的检查
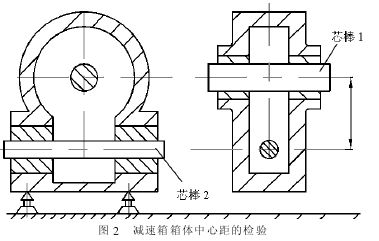
(1)为了确保蜗杆传动副的装配技术要求, 使蜗轮与蜗杆轴线在同一平面上互相垂直, 先要对蜗杆孔轴线与蜗轮孔轴线的中心距误差和垂直度误差进行检验。箱体孔中心距检验时,按图 2 所示的方法进行测量。将箱体清理干净, 用三个千斤顶支撑箱体在一个平面上, 分别将测量芯棒 1 和 2 插入箱体孔中, 调整千斤顶使其中一个芯棒与平板平行( 用百分表在该芯棒的两端点上检验) , 再用两组量块以相对测量法测量两芯棒至平板的距离, 即可算出中心距 a。
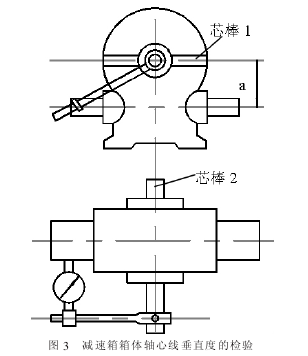
(2)测量轴线间的垂直度误差如图 3 所示, 检验时将芯棒 1 和 2 插入箱体孔中, 在芯棒 2 的一端套一百分表摆杆, 用螺钉固定, 旋转芯棒出了新的要求。直线电机的成熟应用使高速加工中心在效率、精度和实用性方面翻开了新的一页。直线电机为非接触的直接驱动方式, 移动部件少, 无扭曲变形问题, 采用这种技术, 机床制造丝杆所无法达到的水平。直线电机具有高加速度和减速特性, 加速可达 2g~6g, 为传统驱动装置的 10~20 倍, 进给速度是传统的 4~5 倍。
(3) 高速 CNC 控制系统 高速加工中心要求 CNC 控制系统具有快速数据处理能力和高的功能化特性, 以保证在高速切削(特别是 4~5轴坐标联动加工复杂曲面时)仍具有良好的加工性能。高速加工中心须选择传输速度快, CPU 运算速度快, 预读单节及 NURBS 功能等适当的 CNC 控制器, 才能发挥高速切削加工的效能。OPEN 架构及 PC-based 也是发展的一个新潮流。结合 PC 在通讯及网络上的发展, 建立参数资料库系统、CAD/CAM整合模拟系统及标准化电控模组, 也是未来发展的新趋势。
高速 CNC 数控系统的数据处理能力有两个重要指标: 一是单个程序段处理时间, 为了适应高速, 要求单个程序段处理时间要短, 为此, 需使用 32 位 CPU 和 64 位 CPU, 并采用多处理器; 二是插补精度,为了确保高速下的插补精度, 要有前馈和大数目超前程序段处理功能, 此外, 还可采用 NURBS(非线性 B 样条)插补、回冲加速、平滑插补、钟型加减速等轮廓控制技术。高速切削加工 CNC 系统的功能特征包括: ①加减预插补; ②前馈控制; ③精确矢量补偿; ④最佳拐角减速度。
(4) 高速切削刀具 已发展的刀具材料主要有聚晶金刚石(PCD)、聚晶立方氮化硼(PCBN)、硬质含金涂层刀具、陶瓷刀具等, 都能适应铝合金、铸铁、钢和耐热合金的高速切削, 其切削水平如下: 铝合金2500~5000m/min(Si 含量≥12%时 500~1500m/min), 铸铁 500~1500m/min, 钢 300~1000m/min, 淬硬钢和耐热合金 100~400m/min, 铁合金90~200m/min。有关研究机构正开发新的刀具材料, 向更高的切削速度发展。
要对刀具结构进行动平衡, 特别刀柄外伸较长的刀具必须进行动平衡, 以防止高速引起离心力使抗弯强度和断裂韧性都较低的刀柄或刀片发生断裂, 对高速加工中心和操作者带来危险。
刀柄系统选择也会影响自动换刀的重复精度和刀具切削刚性。目前刀柄系统一般选择 7:24 锥度的单面夹紧刀柄系统, ISO、CAT、DIN、BT 等都属此类, 两面定位刀具系统有 HSK、KM、NC5、BIG- PLUS、WSU、ABSC 等。
(5) 高速加工中心温控系统 高速加工中心的热特性是指高速加工中心结构在其内部热源和外部热源的作用下, 产生结构变形和对加工精度影响的特性, 为了改善高速加工中心的热特性, 一般采用温控循环水(或其他介质)来冷却主轴电机、主轴轴承、直线电机、液压油箱、电气柜, 有的甚至冷却主轴箱、横梁、床身等大构件。此外, 还可采用低膨胀系数的铸铁来作高速加工中心的主轴箱体, 以减少主轴的热伸长和主轴部件的热变形。
(6) 其它 为了使高速加工中心正常运行和发挥效能, 高速加工中心总体结构上还要设置刀库及换刀装置、冷却系统、温控系统、安全防护与实时监控系统、刀具破损监控、刀具长度及直径的激光检测装置、光栅尺测量系统和排屑装置等。
3.蜗杆组件装配
(1) 清洗、清理蜗杆上的毛刺、铁锈、油污等并测量轴承内孔与轴
径, 轴承外径与箱体孔的实际尺寸。
(2) 滚动轴承的装配 根据轴承的类型与配合性质, 采用不同的方法进行装配。当轴承内圈与轴紧配时, 而轴承外圈与箱体孔配合较松时, 可先将轴承装在轴上, 然后把轴承与轴一起装入箱体中; 当轴承内圈与轴配合较松时, 而轴承外圈与箱体孔配合较紧时, 可先将轴承压入壳体中, 然后在将轴装入壳体中; 当轴承内圈与轴紧配时, 而轴承外圈与箱体孔配合也较紧时, 把轴承同时压入轴和壳体中。
(3)对于圆锥滚子轴承, 因其外圈可分离, 可以分别把内圈装入轴上, 外圈装在箱体中, 然后再调整游隙。轴承与轴或壳体配合过盈量小时, 可用击压法平稳、均匀用锤子加间接件直接打入或用压力机压入。当过盈量大时用温差法, 即将轴承用介质加温, 然后与轴配合。
(4)装配滚动轴承时应注意标有轴承型号的一端应向外, 轴承端面与轴肩或孔的支承面紧贴, 装配过程中要严格清洁。装配之后用手转动轴承检查有无卡阻现象, 并检查轴承在工作时噪音的大小。
4.蜗轮组件的装配
(1) 将蜗轮齿圈压装在轮毂上并用螺钉加以紧固。
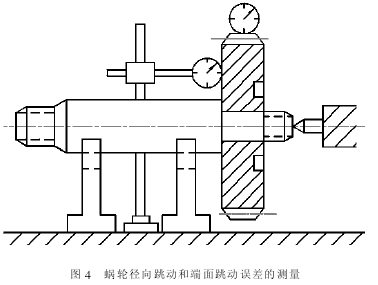
(2) 将蜗轮装在轴上, 检查蜗轮的径向跳动和端面跳动误差。测量方法如图 4 所示, 将齿轮轴支撑在 V 形架或两顶尖上, 使轴和平板平行, 把圆柱规放在蜗轮的轮齿间, 将百分表测量头抵在圆柱规上, 从百分表上得到一个读数, 然后转动蜗轮, 每隔 3- 4 个齿再重复进行一次测量, 百分表的最大读数与最小读数之差就是蜗轮分度圆上的径向跳动误差。检查端面跳动误差, 可用顶尖将轴顶在中间, 使百分表测量头抵在蜗轮端面上, 蜗轮轴旋转一周范围内, 百分表的最大读数和最小读数之差就为蜗轮端面跳动误差。
5.机体总装配
(1) 将减速机箱体清洗干净, 然后将蜗杆组件装入箱体中, 蜗杆轴线的位置是由箱体安装孔所确定的, 调整轴承端盖垫圈的厚度控制蜗杆轴向间隙。
(2) 将蜗轮组件装入箱体中, 蜗轮的中央对称面应于蜗杆轴线重合, 蜗轮中央面的位置通过改变轴承盖垫圈厚度或其它方式进行调整。
(3) 齿侧间隙检查, 用塞尺、铅丝或铅片检查, 铅丝直径不得小于最小侧隙系数值的 4 倍。侧隙的大小等于齿形两侧经过挤压后铅丝厚度之和。百分表测量齿侧间隙, 在蜗杆轴上固定一带量角器的刻度盘,把百分表测量抵在蜗轮齿面上, 用手转动蜗杆, 在百分表指针不动的条件下, 用刻度盘相对于固定指针的最大空程角来判断侧隙的大小。
(4) 检查齿面接触率 将蜗轮、蜗杆装入箱体后, 首先要用涂色法来检查蜗杆与蜗轮的相互位置以及啮合的接触点。用紫色和红铅油或红丹粉着色在蜗杆螺旋面上, 给以轻微阻力, 转动蜗杆, 根据蜗轮轮齿上的痕迹判断啮合质量。
(5) 试车 根据图纸要求, 空载试车两小时后, 负载试车, 试车时减速机内注入润滑油, 工作时油温不能超过 35℃, 轴承温度不能超过40℃。试车检查齿面的粗糙度, 有无拉伤现象, 噪声如何, 传动是否平稳, 有无漏油现象等等。直到达到技术要求, 然后交检、涂漆。
6 结束语
近年来, 各工科院校编写的《机械制造工艺学》和《机械制造工艺手册》对典型产品装配工艺介绍甚少。学生在“机械设计”课程设计中大多从事减速箱的设计, 他们对装配工艺方面的知识甚少, 有些指导教师也不十分清楚。为了提高教学质量, 有必要在这方面作以介绍, 同时对从事这方面设计和维修人员了解装配工艺知识也很有必要。








